Производство фасонных изделий методом стыковой сварки
Чем больше диаметр пластмассовых труб, тем менее выгодным становится производство фасонных изделий для них методом литья под давлением. Например, масса прямоугольного тройника ∅630 мм составляет более 100 кг, термопластавтомат с таким объемом впрыска стоит огромных денег.
В связи с этим для больших диаметров (от 315 мм и выше) отливаются только некоторые заготовки фасонных изделий, например, бурты под фланец (рис. 1) и редукционные муфты (рис. 2). Все остальные фасонные изделия изготавливаются на цеховых машинах методом
стыковой сварки.
Впрочем, даже бурт под фланец и редукционная муфта требуют сварки на цеховой машине, т. к. отливаются с короткими патрубками, за которые практически невозможно зацепиться сварочной машиной, предназначенной для монтажа трубопроводов в полевых условиях.
Причиной тому - вполне логичное стремление производителя уменьшить массу изделия (т. е. объем впрыска термопластавтомата, а следовательно, его цену), а также упростить литьевую форму (и снизить ее цену).
Поэтому перед сваркой этих изделий в полевых условиях необходимо в цеховых условиях приварить сравнительно длинный патрубок к бурту под фланец и два патрубка к редукционной муфте (рис. 4).
Литые отводы для небольших диаметров не имеют прямых участков (рис. 5а). Поэтому перед их сваркой в полевых условиях к отводам удобно в цеховых условиях приварить сравнительно длинные патрубки (рис. 5б).
Приварка патрубков ко всем вышеперечисленным литым фасонным изделиям осуществляется обычным прямым стыковым сварным швом по технологии
стыковой сварки. Единственное отличие от традиционной «полевой» сварки - в способе фиксации литого фасонного изделия.
Для фиксации буртов под фланец используют так называемый фланцедержатель (рис. 6). Подвижные фиксаторы фланцедержателя позволяют зафиксировать бурт за его наружную поверхность, диаметр которой жестко не нормируется.
Литые редукционные муфты, отводы и любые прочие фасонные изделия с коротким прямым патрубком или вообще без него зажимаются в специальный узкий хомут (рис. 7). При необходимости в узкий хомут вставляются сменные редукционные вкладыши необходимого диаметра.
Отводы
Для производства отводов сегменты труб свариваются угловыми швами в диапазоне 0-45° (рис. 8). Сегменты труб зажимаются в трапецевидные хомуты, каждый из которых может поворачиваться на точно измеряемый угол в диапазоне 0-22,5° и фиксироваться в выбранном положении.
Для того чтобы точно совместить свариваемые поверхности при сварке отвода, оба хомута должны быть повернуты на одинаковый угол α. Тогда угол шва составляет 2α.
При повороте хомута на угол α площадь свариваемого торца трубы увеличивается в (1/cosα) раз. В связи с этим все усилия прижима труб к сварочному зеркалу и друг к другу, указанные в сварочных таблицах для прямых сварных швов данной трубы, должны быть увеличены в (1/cosα) раз. Как правило, комплект документации цеховой машины для производства фасонных изделий включает сварочные таблицы для различных углов поворота хомутов.
Сегменты труб для производства отводов предварительно подготавливаются - труба отрезается под углом α (рис. 9) с помощью цеховой ленточной пилы (рис. 10). Угол реза у ленточной пилы регулируется с высокой точностью: стандартно в диапазоне 0-45°, с применением дополнительных принадлежностей - в диапазоне 0-67,5°.
Процесс установки сегментов труб в хомуты сварочной машины не автоматизирован, каждый из сегментов может выступать в зону сварки на разную длину, так что их торцы не совпадут друг с другом. Более того, торец трубы может значительно отклониться от оси вращения торцевателя. В связи с этим на цеховых машинах обязательно предусмотрена возможность поперечного перемещения каждого из хомутов или, как вариант, одного из хомутов и торцевателя.
Отводы до 45°, как правило, изготавливают из двух сегментов трубы, сваренных одним швом (рис. 12). Отводы 60° изготавливают из 3 сегментов, сваренных двумя 30-градусными швами (рис. 13). Отводы 90° -из четырех сегментов с тремя 30-градусными швами или из 3 сегментов с двумя 45-градусными швами (рис. 14).
Прямоугольные тройники
Оснастка для сварки прямоугольных тройников представляет собой 3 одинаковых зажима, предназначенных для сварки угловых швов 90°, и редукционных вкладышей в эти зажимы (рис. 15).
Комплект заготовок для производства прямоугольного тройника состоит из трех одинаковых сегментов труб - каждый имеет прямой торец с одной стороны и 45-градусный срез с другой (рис. 16).
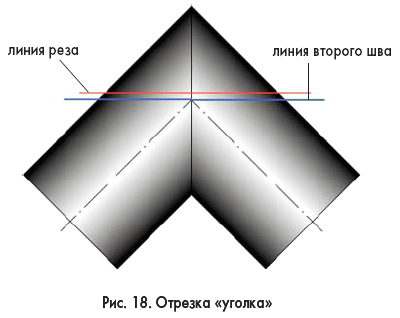
Первым швом свариваются два из трех сегментов (рис. 17). Затем «уголок» сварного изделия отрезается с помощью ленточной пилы. Следует учитывать, что плоскость второго шва пройдет через пересечение осевых линий сваренных труб. Принимая во внимание, что перед сваркой второго шва оба свариваемых изделия нужно будет отторцевать, следует оста-вить около 1 см (в зависимости от диаметра трубы) для торцовки (рис. 18).
Заключительной операцией полученное изделие сваривается с третьим сегментом трубы (рис. 19). Так же как и при сварке отводов, угловой шов здесь увеличивает площадь сечения трубы и, соответственно, усилие прижима торцов труб в (1/cosα) раз. В данном случае - в (1/cos45°≈1,4) раз. В остальном технология сварки ничем не отличается от традиционной технологии
стыковой сварки труб.
Крестовины
Комплект оснастки для производства крестовин состоит из таких же зажимов, как и для прямоугольных тройников, но не из трех, а из четырех (рис. 20). На практике четвертый зажим для крестовин и редукционные вкладыши к нему поставляются как дополнение к комплекту оснастки для производства прямоугольных тройников.
Крестовина изготавливается из четырех одинаковых сегментов труб (рис. 16). Двумя первыми операциями изготавливают две одинаковых заготовки (рис. 18), заключительной операцией эти заготовки сваривают вместе (рис. 21 и 22).
Y-тройники
Непрямоугольные тройники с углом 45-60° (рис. 23) изготавливаются с помощью двух специальных зажимов и одного трапецевидного хомута (рис. 24). Для сварки Y-тройников широкого диапазона диаметров используются редукционные вкладыши в специальные зажимы и в трапецевидный хомут.
Для первой операции заготавливаются 2 сегмента трубы с углом реза 60-67,5° (рис. 25). Принимая во внимание, что после сварки первого шва острые углы сегментов будут отрезаны, из соображений экономии можно сегменты трубы заготавливать сразу без острого угла. Следует только учитывать, что от линии второго шва необходимо оставить небольшой запас на торцовку.
Первый шов варится с использованием зажимов, предназначенных только для Y-тройников.
Каждый из этих зажимов может поворачивать-ся на сварочной машине в диапазоне углов 7,5°. Одно из крайних положений зажимов позволяет сварить заготовки угловым швом 135° (рис. 26) для производства Y-тройника 45°. Другое крайнее положение зажимов позволяет сварить заготовки угловым швом 120° (рис. 27) для производства Y-тройника 60°.
Для второго шва подготавливается сегмент трубы с углом реза 22,5-30° (рис. 28). Этот сегмент крепится в трапецевидный хомут, который поворачивается на угол 22,5-30°. На другую сторону сварочной машины устанавливаются оба зажима для Y-тройников, и в них крепится заготовка, полученная после первой операции (рис. 29). Таким образом сваривается второй (последний) шов Y-тройника.
А.В. Жуков, ООО "АДР-Технология"
Журнал "Сантехника" №1, 2007